


leghe lead free
Leghe Lead Free per saldatura
 In seguito alla normativa RoHS, entrata in vigore l'1 luglio del 2006, ha assunto una rilevanza sempre maggiore lo studio di leghe saldanti idonee alla sostituzione delle leghe Sn/Pb, in funzione delle differenti tipologie di processo. In particolare, la ricerca è mirata a individuare leghe senza piombo che garantiscano una bassa temperatura di fusione, paragonabile a quella delle leghe Sn/Pb, una buona bagnabilità e facilità di lavorazione, unitamente al mantenimento dei costi entro limiti accettabili.
In seguito alla normativa RoHS, entrata in vigore l'1 luglio del 2006, ha assunto una rilevanza sempre maggiore lo studio di leghe saldanti idonee alla sostituzione delle leghe Sn/Pb, in funzione delle differenti tipologie di processo. In particolare, la ricerca è mirata a individuare leghe senza piombo che garantiscano una bassa temperatura di fusione, paragonabile a quella delle leghe Sn/Pb, una buona bagnabilità e facilità di lavorazione, unitamente al mantenimento dei costi entro limiti accettabili.
Leghe Lead Free per fili massicci e animati
 L'eliminazione del piombo nel caso dei fili massicci e animati non presenta grossi problemi, sia tecnologicamente sia in relazione ai costi. L'aumento di temperatura di fusione e la diminuzione di bagnabilità sono generalmente facilmente superabili mediante l'ottimizzazione dei tempi di contatto e della regolazione della temperatura delle punte dei saldatori.
L'eliminazione del piombo nel caso dei fili massicci e animati non presenta grossi problemi, sia tecnologicamente sia in relazione ai costi. L'aumento di temperatura di fusione e la diminuzione di bagnabilità sono generalmente facilmente superabili mediante l'ottimizzazione dei tempi di contatto e della regolazione della temperatura delle punte dei saldatori.
L'utilizzo dei fili Sn-Ag e Sn-Cu, massicci o animati, da parte di nostri clienti è ormai decennale ed anche per quanto riguarda il comportamento dei flussanti incorporati non esistono problemi particolari. Viene prodotta anche la lega SnAg3Cu0.5 sotto forma di filo animato e massiccio, dal momento che questa composizione presenta un minor punto di fusione e migliori proprietà bagnanti.
Applicazioni di leghe Lead Free in bagno ad onda
 Nel caso del processo "wave soldering", apparentemente semplice, si presentano in realtà le maggiori difficoltà. Ai problemi comuni alle applicazioni SMD di riduzione delle finestre di lavoro, a causa dell'innalzamento delle temperature, e di riduzione delle proprietà di bagnabilità delle leghe lead free, si aggiungono altri fattori quali la maggiore tendenza alla scorificazione e l'eccezionale incremento di costo della materia prima rispetto al basso costo di trasformazione del materiale sotto forma di barra.
Nel caso del processo "wave soldering", apparentemente semplice, si presentano in realtà le maggiori difficoltà. Ai problemi comuni alle applicazioni SMD di riduzione delle finestre di lavoro, a causa dell'innalzamento delle temperature, e di riduzione delle proprietà di bagnabilità delle leghe lead free, si aggiungono altri fattori quali la maggiore tendenza alla scorificazione e l'eccezionale incremento di costo della materia prima rispetto al basso costo di trasformazione del materiale sotto forma di barra.
Attualmente la tendenza generale per questo tipo di applicazione è orientata verso le cosiddette SAC, leghe di composizione Sn-Ag-Cu.
Presenza di impurità
Oltre alla composizione di base, è importante lo studio di elementi che, pur presenti in tracce, sono in grado di modificare sostanzialmente le caratteristiche chimico-fisiche di questo tipo di leghe. A differenza del caso delle leghe Sn/Pb, la presenza di impurità (ad eccezione del piombo e del rame che meritano un discorso a parte) non si rivela critica, bensì in alcuni casi desiderabile per migliorare le proprietà delle leghe saldanti stesse.
In tabella è riportato l'effetto di alcune impurità su leghe Sn-Pb e su leghe lead free:
| IMPURITÀ | LEGHE SnPb | LEGHE LEAD FREE |
| Ni | INFRAGILIMENTO | MIGLIORA LA BAGNABILITÀ MIGLIORA LA LUCENTEZZA |
| Bi, Ga | SCORIFICAZIONE | MIGLIORA LA BAGNABILITÀ DIMINUISCE LA T DI FUSIONE |
| Fe | INFRAGILIMENTO | AFFINA LA GRANA |
| AI | SCORIFICAZIONE | MIGLIORA LA BAGNABILITÀ DIMINUISCE LA SCORIFICAZIONE |
Inquinamento da Pb e Cu
Per quanto riguarda il piombo, il valore attualmente ammesso, relativamente alle problematiche ambientali, è dello 0.1%. Per quanto riguarda le problematiche tecniche, la presenza di Pb è tollerabile fino ad una concentrazione dello 0.4-0.5%, anche in quelle leghe con presenza di Bi, che tende a formare con Sn e Pb eutettici ternari e binari a basse temperature. In ogni caso, la presenza di piombo causa un peggioramento delle proprietà meccaniche, con una diminuzione della plasticità e dell'affidabilità nel tempo della lega.
 L'altro elemento che può determinare una variazione della composizione della lega nel bagno è il rame proveniente dalla dissoluzione dei circuiti.
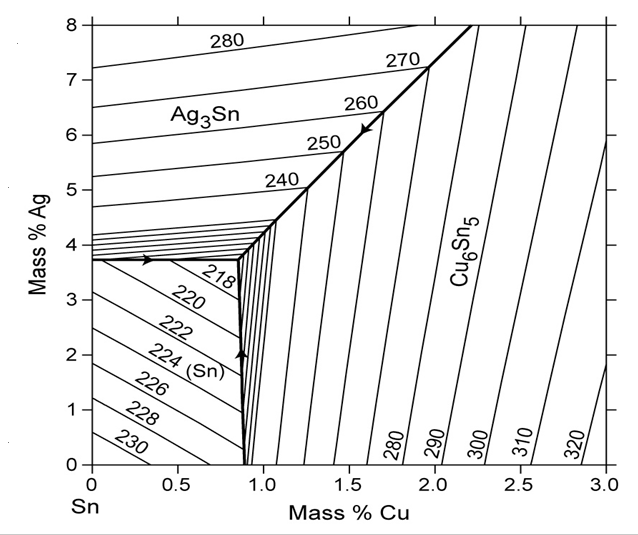
L'altro elemento che può determinare una variazione della composizione della lega nel bagno è il rame proveniente dalla dissoluzione dei circuiti.I diagrammi di fusione non evidenziano una sostanziale differenza nel profilo termico per le leghe SAC con composizione dell'Ag variabile tra 2.5 e 4%. Il diagramma di stato del ternario a composizione SnAgCu evidenzia invece l'importanza di non superare la concentrazione dell'1% di Cu nel bagno, in modo da evitare l'aumento del punto di fusione, non modificare negativamente le proprietà meccaniche della lega ed evitare possibili fenomeni di dewetting e di formazione di bridges.
Se la concentrazione dell'Ag scende al di sotto del 2%, dall'analisi dei diagrammi termici DSC si nota la separazione di due picchi di fusione, per formazione dell'intermetallico Cu6Sn5, con un aumento di una decina di gradi centigradi del punto di fusione.
Dalle considerazioni precedenti, risulta quindi evidente come sia necessario un controllo del tenore del rame ed anche dell'argento per questo tipo di bagni, in modo da garantire uniformità e riproducibilità nelle produzioni. Il mantenimento della corretta composizione della lega nel bagno sarà facilmente realizzabile tramite aggiunta di stagno puro o di lega eutettica stagno-argento.
Leghe alternative
L'elevato costo delle leghe contenenti Ag ha spinto a cercare delle leghe lead free alternative che garantiscano caratteristiche simili. In tabella sono riportate due leghe alternative con relativi vantaggi e svantaggi di utilizzo:
| LEGA | VANTAGGI | SVANTAGGI |
| Sn Cu 0,7% Ni 0,04-0,1% | - Minor costo - Buona bagnabilità - Scarsa tendenza alla scorificazione | - Minori proprietà aggressive su Fe - Alta temperatura di fusione |
| Sn Zn 9% Al 0,004 0,01% | - Minor costo - Bassa temperatura di fusione | - Problemi di stabilità - Problemi di inquinamento di Cu |